





Pa66 термоизолирующая вставка с 25% стеклонаполнителя (pa66 gf25)
Вот этот самый PA66 с 25% стеклонаполнителя — материал, казалось бы, классический. Но как только речь заходит именно о термоизолирующих вставках, в головах у многих клиентов и даже некоторых технологов возникает каша. Считают, что раз это PA66 GF25, то он автоматически годится для любых условий, где нужна прочность и термостойкость. А вот и нет. Ключевое слово здесь — ?термоизолирующая?. И это не просто кусок усиленного полиамида, это деталь, которая должна работать в условиях теплового моста, часто под напряжением, и её поведение зависит от кучи нюансов: от качества смешения стекловолокна с матрицей до геометрии самой вставки и даже от способа литья под давлением.
Не просто смесь, а структура
Когда берешь в руки образец откровенно кустарного производства и образец от нормального поставщика, разница видна почти сразу, даже по внешнему виду среза. У хорошего PA66 GF25 стекловолокно распределено относительно равномерно, нет крупных сгустков или, наоборот, ?лысых? зон. В термоизолирующей вставке это критично. Неравномерность наполнения ведет к анизотропии усадки и, что хуже, к неравномерному коэффициенту теплового расширения. Вставка в узле после нескольких циклов нагрева-остывания может или потерять плотность посадки, или создать такое внутреннее напряжение, что пойдет трещина от точки крепления.
Тут как раз вспоминается опыт с одним нашим старым заказчиком по металлопластиковым окнам. Они долго жаловались на деформацию вставок в угловых соединениях профилей именно зимой. Присылали образцы — внешне вроде нормальный PA66 GF25. Но анализ показал, что содержание стекла ?плавает? от 22% до 28%, плюс использовался дешевый связующий агент. Волокна буквально выдергивались из матрицы. Вставка не столько изолировала, сколько хаотично ?дышала?, ломая геометрию узла. Перешли на материал от проверенного производителя, вроде ООО Шаньдун Шичао Высокомолекулярные Материалы, где контроль за смешением — основа. Проблема ушла. Кстати, их сайт https://www.xjd-shandong.ru — хороший источник для понимания, на что смотреть в спецификациях: они как раз делают акцент на стабильности параметров в партии, что для серийного производства окон или фасадных систем — святое.
И вот еще что: 25% стекла — это не магическая цифра. Для большинства термоизолирующих вставок в строительстве — оптимальна. Меньше — проседает жесткость и термостойкость, больше — материал становится излишне хрупким, сложнее в переработке, и резко растет износ оборудования. Но я видел попытки впихнуть 30% и даже 35%, мол, ?пусть будет прочнее?. В итоге при монтаже вставки в алюминиевый профиль под прессом они не гнулись, а с хрустом ломались. Переубедить таких горе-оптимизаторов было сложно — у них в голове железобетонная логика ?чем больше, тем лучше?.
Термоизоляция vs. Механическая прочность: поиск баланса
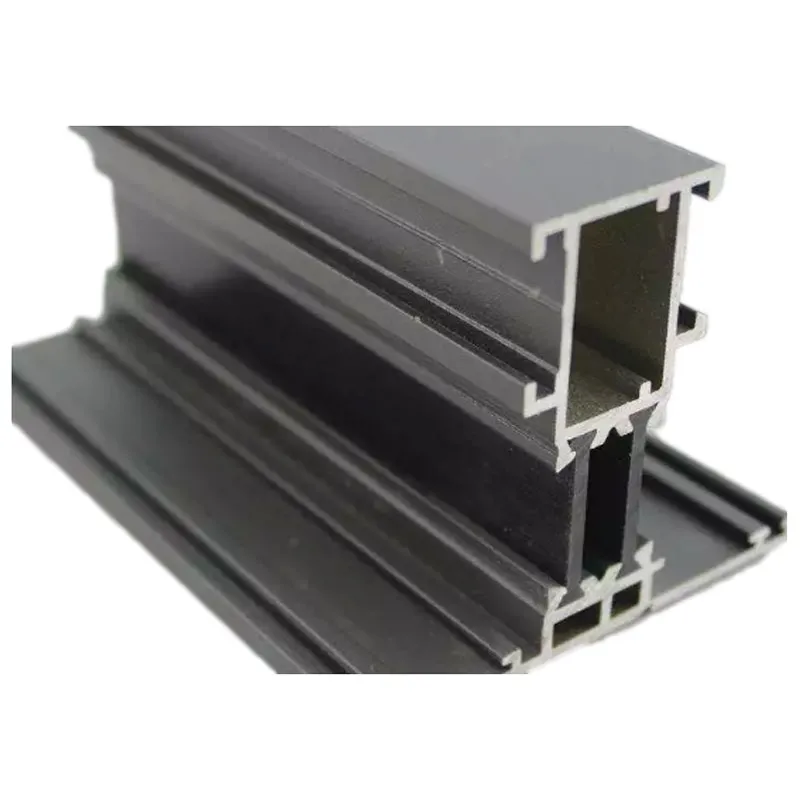
Основная функция вставки — разорвать тепловой мост. Но она же часто является элементом конструкции, воспринимающим нагрузку. Например, в том же оконном створке. И здесь возникает дилемма. Чистый PA66 имеет лучшие показатели по теплопроводности, но его модуль упругости и ползучесть под нагрузкой не выдерживают критики для ответственных узлов. Стеклонаполнитель резко улучшает механику, но немного ухудшает непосредственно изоляционные свойства (стекло проводит тепло лучше полимера).
Поэтому выбор именно 25% — это часто и есть тот самый компромисс, найденный эмпирически. Достаточно жестко, чтобы держать форму и нагрузку, и при этом полиамидовая матрица еще образует сплошной ?изолирующий? контур. Важно смотреть на марку базового полиамида. Если PA66 низковязкостный, деградировавший от перегрева в процессе производства гранул, то даже с 25% стекла он может ?поплыть? при 90-100°C, хотя заявленная термостойкость материала выше. У нас был случай на производстве фасадных креплений: вставки из якобы PA66 GF25 под нагрузкой на солнце начали деформироваться. Оказалось, поставщик использовал вторичный PA66 с непонятным происхождением. Механические тесты при комнатной температуре проходил, а при длительном нагреве — нет.
Отсюда вывод: сертификаты и паспорта на материал — это не бюрократия. Нужно требовать данные не только по прочности на разрыв, но и по теплостойкости по Вика (например, под нагрузкой), и главное — по поведению при длительном тепловом старении. Хорошие производители модифицированных пластмасс, как та же ООО Шаньдун Шичао, которая профессионально занимается разработкой составов, всегда предоставляют такие кривые. Это сразу отсекает кустарщину.
Технология литья: где кроются скрытые дефекты
Можно купить идеальные гранулы PA66 GF25, но испортить все на стадии литья под давлением. Для термоизолирующих вставок, которые часто имеют сложную вытянутую или тонкостенную форму, параметры литья — священная корова. Температура расплава, скорость впрыска, давление, температура формы — все влияет на ориентацию стекловолокон.
Если лить ?как попало?, волокна в потоке расплава ориентируются вдоль направления течения. В готовой детали это создает огромную разницу в прочности и усадке вдоль и поперек потока. Для вставки, которая работает в зажатом состоянии, это гарантия коробления или растрескивания. Нужно стремиться к изотропной структуре. Достигается это, как правило, более высокими температурами формы (ближе к 100-120°C для PA66) и тщательно рассчитанным расположением литников, чтобы заполнение было максимально одновременным и спокойным, без турбулентных потоков, рвущих волокна.
Помню, как мы бились над браком в виде микротрещин в зоне крепежных отверстий одной серии вставок. Перепробовали все: сушку гранул (PA66 гигроскопичен, и это отдельная боль), давление... Оказалось, проблема в конструкции литниковой системы — поток бил прямо в зону будущего отверстия, создавая область с высокой ориентацией волокон и внутренними напряжениями. После переделки пресс-формы и оптимизации точки впрыска дефект исчез. Это к вопросу о том, что материал и технология — неразделимы.
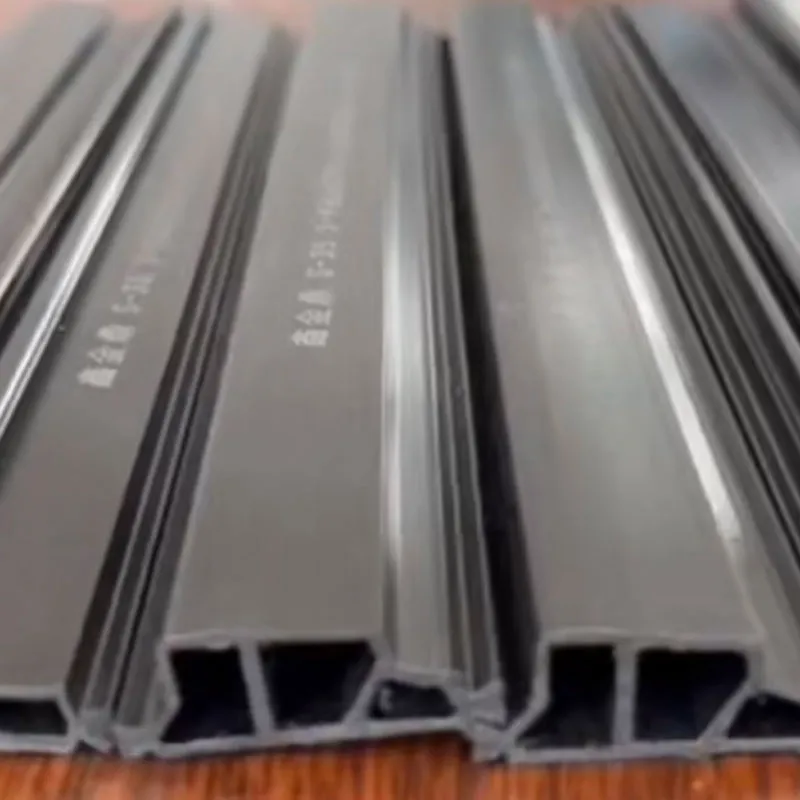
Взаимодействие с металлом: коррозия и зазоры
Часто упускаемый момент — гальваническая пара. Вставка из PA66 GF25 контактирует с алюминиевым, а иногда и со стальным оцинкованным профилем. В присутствии влаги (конденсат, дождь) может возникать электрохимическая коррозия металла. Качественный полиамид 66 сам по себе инертен, но вот если в составе материала есть дешевые добавки, соли, непрореагировавшие катализаторы, они могут выступать электролитом, ускоряя процесс.
Поэтому для ответственных применений, особенно в агрессивных средах (морской воздух, промышленные зоны), стоит уточнять у производителя материала коррозионную активность композита. Хорошие поставщики проводят соответствующие тесты (например, солевой туман) и дают рекомендации. На сайте xjd-shandong.ru в описании их деятельности как раз подчеркивается разработка материалов под конкретные условия эксплуатации, что намекает на глубокий подход, а не просто продажу килограммов гранул.
Второй практический аспект — расчет теплового зазора. Коэффициент линейного теплового расширения у PA66 GF25 все же в разы выше, чем у алюминия. Если вставку впрессовать в профиль вплотную при +20°C, то при -30°C она сожмется значительно сильнее металла, и может образоваться щель, сводящая на нет изоляцию. А при +50°C, наоборот, упруго расширится и может создать избыточное давление на стенки профиля. Конструкторы должны это учитывать, задавая правильные допуски на посадку. Это не теория, а суровая практика северных и южных регионов.
Выбор поставщика: не цена, а совокупность факторов
Итак, подводя черту. Когда нужна надежная термоизолирующая вставка из PA66 GF25, смотреть нужно не на цену за килограмм в первую очередь. Смотреть нужно: 1) Стабильность поставок и параметров материала (здесь как раз преимущество у серьезных заводов, вроде упомянутого Шаньдун Шичао, с полным циклом контроля). 2) Наличие полного пакета технических данных, включая поведение при тепловом старении и в условиях влаги. 3) Готовность производителя материала дать рекомендации по переработке (режимы сушки, литья).
Дешевый материал почти всегда означает скрытые проблемы: нестабильность наполнения, использование вторичного сырья, слабую адгезию волокна к матрице. Ущерб от брака на производстве, простоев, рекламаций и, в конце концов, подорванной репутации вашего конечного продукта (окна, фасада) будет в разы превышать мнимую экономию.
Работая с этим материалом годами, пришел к простому выводу: PA66 GF25 — это рабочий ?конь? для терморазрыва. Но ?конь? должен быть здоровым, выращенным и выдрессированным по правилам. И тогда вставка отработает свой срок тихо и незаметно, как и положено хорошему инженерному решению. А если пытаться сэкономить на его ?породе? и ?дрессировке?, проблемы начнутся на самом интересном месте — у вашего клиента. И объяснять ему, что виноват не ваш профиль, а кустарная пластмасса в середине, будет уже поздно.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Термоизоляционная планка из нейлона PA66
Термоизоляционная планка из нейлона PA66 -
 Тормозные колодки CFD-0012
Тормозные колодки CFD-0012 -
 Стальные радиальные шины 505
Стальные радиальные шины 505 -
 Тормозные колодки CFD-0013
Тормозные колодки CFD-0013 -
 Стальные радиальные шины 176
Стальные радиальные шины 176 -
 Стальные радиальные шины 566
Стальные радиальные шины 566 -
 Стальные радиальные шины 266
Стальные радиальные шины 266 -
 Тормозные колодки CFD-0010
Тормозные колодки CFD-0010 -
 Термоизоляционная планка из PA66
Термоизоляционная планка из PA66 -
 Тормозные колодки CFD-0005
Тормозные колодки CFD-0005 -
 Тормозные колодки CFD-0009
Тормозные колодки CFD-0009 -
 Тормозные колодки CFD-0011
Тормозные колодки CFD-0011
Связанный поиск
Связанный поиск- Контроль качества термоизоляционных профилей
- Американский стандарт на термоизоляционные планки из pa66
- Термоизоляционный профиль для окон с откидно-поворотным открыванием
- Pa66 термоизолирующая вставка для использования со стеклопакетами
- Нейлоновая термоизоляционная планка из pa66
- Pa66 термоизолирующая вставка для системных окон
- Высокопрочная pa66 термоизолирующая вставка
- Оптовая продажа тормозных колодок для легковых автомобилей
- Оборудование для испытания шин
- Шины для строительной техники