





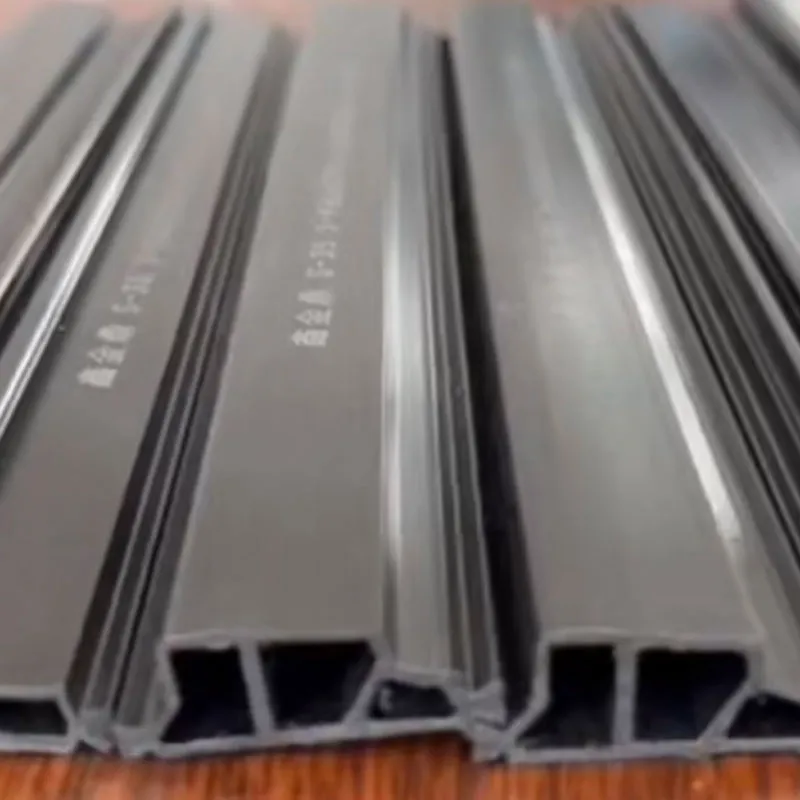
Pa66 термоизолирующая вставка с обратным напылением
Вот это сочетание — Pa66 с обратным напылением — часто вызывает путаницу. Многие думают, что главное — это сам полиамид, а напыление так, для вида. На деле всё с точностью до наоборот. Саму вставку из Pa66 отлить — задача для многих выполнимая, а вот качество и технология обратного напыления — это уже высший пилотаж, где и кроются все основные проблемы по тепловому мосту и долговечности узла.
Почему именно PA66, а не просто ?полиамид?
Здесь нужно сразу разделять. На рынке полно вставок, которые позиционируются как ?полиамидные?, но по факту это может быть PA6 или даже композиции с большим количеством регранулята. Для терморазрыва в серьёзных конструкциях, особенно в дверях или окнах промышленного назначения, это недопустимо. PA66, особенно качественный, с высокой температурой плавления и стабильными механическими свойствами, — это база. Он должен держать ударную вязкость при низких температурах, не ?плыть? под нагрузкой. Мы как-то пробовали работать с дешёвым аналогом от неизвестного поставщика — через сезон на морозе вставки потрескались по углам. Всё из-за нестабильности материала.
Кстати, о поставщиках сырья. Сейчас много говорят про китайские материалы, но тут тоже палка о двух концах. Есть, например, ООО Шаньдун Шичао Высокомолекулярные Материалы — их сайт https://www.xjd-shandong.ru хорошо известен в профессиональной среде. Они как раз специализируются на модифицированных пластмассах. Не реклама, а констатация факта — их композиции PA66 с усилением стекловолокном часто используются в ответственных узлах. Предприятие серьёзное, с собственными разработками. Но даже с хорошим сырьём можно всё испортить на этапе литья.
Самая частая ошибка — экономия на оснастке. Пресс-форма для такой вставки должна быть идеально выверена, с правильной системой охлаждения. Иначе возникнут внутренние напряжения в материале. Потом, когда на неё будут наносить слой обратного напыления (чаще всего это полиуретан), эти напряжения могут проявиться — вставка поведёт, адгезия нарушится. Видел такие случаи, когда готовый узел со временем начинал ?шевелиться? в профиле.
Суть ?обратного напыления? — не там, где его ищут
Термин ?обратное напыление? многих вводит в заблуждение. Кажется, что это что-то про направление нанесения. На самом деле, суть в последовательности операций и в адгезии. Классический метод — сначала отливается вставка из PA66, а потом на неё в отдельной пресс-форме напыляется слой полиуретана, который и будет контактировать с внешней средой (холодной улицей). Ключевое слово — ?напыляется?, а не наливается. Это обеспечивает монолитное, безвоздушное покрытие сложной геометрии.
Но вот где собака зарыта: подготовка поверхности PA66 перед напылением. Материал этот — не самый дружелюбный для адгезии. Его нужно активировать. Часто используют плазменную обработку или специальные праймеры. Без этого слои будут жить своей жизнью. Был у меня печальный опыт на одной из первых своих сборок: пропустил этап активации, решил, что и так сойдёт. Готовые изделия прошли приёмочные испытания, но через полгода от заказчика пришли фото с отслоившимся покрытием. Пришлось менять всю партию. Урок дорогой.
Толщина и равномерность слоя напыления — это отдельная наука. Слишком тонкий слой — не обеспечит должной термоизоляции, слишком толстый — может создать излишние внутренние напряжения и увеличить стоимость без реальной пользы. Оптимальный диапазон, исходя из практики, — от 0.8 до 1.5 мм, в зависимости от сечения профиля. И этот слой должен быть визуально однородным, без наплывов и ?пузырей?. Контроль здесь — на каждом метре производства.
Сборка узла: где теория сталкивается с практикой
Итак, у нас есть готовая термоизолирующая вставка с обратным напылением. Казалось бы, вставляй её в алюминиевый профиль и закатывай. Но нет. Геометрия паза в профиле и геометрия вставки должны быть идеально подогнаны. Зазор в доли миллиметра уже критичен. Если вставка будет ?болтаться? — появится мостик холода через воздушную прослойку. Если её будут впрессовывать с усилием — может деформироваться тот самый важный слой напыления или сама основа из PA66.
Часто проблемы возникают на угловых соединениях. Вставка — элемент линейный, а профиль режется под 45 градусов. Как обеспечить непрерывность терморазрыва в углу? Здесь есть два подхода: либо использовать угловые вставки, отлитые сразу под нужным углом (дорого, требует отдельной оснастки), либо использовать специальные угловые соединители из того же PA66, которые ввариваются или вклеиваются. Второй вариант более распространён, но это — дополнительное место для потенциальной ошибки. Качество сварки или клеевого шва должно быть безупречным.
Ещё один нюанс, о котором редко пишут в спецификациях, — поведение узла при температурном расширении. Коэффициент теплового расширения у алюминия и у PA66 — разные. При перепадах от -40 до +70 градусов (реальные условия в некоторых регионах) материалы работают ?вразнос?. Если конструкция не предусматривает этого, может произойти либо деформация, либо, что хуже, разрушение вставки. Поэтому в длинных пролётах обязательно нужны компенсационные зазоры или плавающее крепление. Это знание пришло не из учебника, а из разбора рекламаций на объектах в Сибири.
Контроль качества: чем больше смотришь, тем больше находишь
Приёмка таких вставок — это не только замер геометрии. Обязателен тест на адгезию покрытия. Есть простой метод ?крестом? — делаются надрезы до основы, наклеивается и резко отрывается скотч. Если покрытие осталось — хорошо. Но этого мало. Мы внедрили выборочное микроскопирование среза, чтобы видеть структуру соединения слоёв. Бывает, что внешне всё идеально, а на срезе виден микрозазор или включение.
Обязательно проводятся термические цикличные испытания. Партию образцов гоняют в камере от минус 50 до плюс 80 градусов по несколько десятков циклов. Потом снова проверяют механическую прочность и адгезию. Только так можно быть уверенным, что вставка не подведёт через пять лет. Кстати, многие мелкие производители этот этап пропускают, экономя время и деньги. Отсюда и низкие цены на рынке, и низкое же качество.
Важно проверять и сам материал основы. Дешёвый PA66 может иметь примеси, которые снижают его стойкость к УФ-излучению (если часть вставки всё же попадает под солнце) или к воздействию солёного воздуха в приморских регионах. Запросить у поставщика, того же ООО Шаньдун Шичао, сертификаты с детальным анализом состава — нормальная практика. Их профиль как раз подразумевает разработку материалов под конкретные условия, что ценно.
Итоги и личные выводы
В итоге, что мы имеем? Pa66 термоизолирующая вставка с обратным напылением — это не просто кусок пластика в алюминии. Это сложный композитный узел, где важна каждая деталь: от выбора марки полиамида и технологии его литья до секретов подготовки поверхности и нанесения покрытия. Экономия на любом из этих этапов приводит к проблемам в будущем, а замена таких узлов в готовых конструкциях — это колоссальные расходы.
Мой главный вывод за годы работы: нельзя делегировать понимание технологии полностью поставщику. Даже если вы покупаете готовые вставки, нужно глубоко вникать в процесс их производства, задавать неудобные вопросы, проводить свои независимые тесты. Только так можно избежать фатальных ошибок и строить действительно тёплые и долговечные конструкции.
И ещё один момент. Рынок меняется, появляются новые материалы, например, композиты на основе PA66 с ещё более низкой теплопроводностью. За ними нужно следить, пробовать, тестировать. Производство, подобное Шаньдун Шичао, которое вкладывается в разработку, — потенциальный источник таких новинок. Но внедрение любого нового материала — это снова риски, испытания и, возможно, новые ошибки. Без этого, увы, прогресса не бывает. Главное — чтобы эти ошибки были на этапе испытаний, а не на готовом объекте.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Стальные радиальные шины 555
Стальные радиальные шины 555 -
 Тормозные колодки CFD-0011
Тормозные колодки CFD-0011 -
 Тормозные колодки CFD-0003
Тормозные колодки CFD-0003 -
 Тормозные колодки CFD-0015
Тормозные колодки CFD-0015 -
 Тормозные колодки CFD-0005
Тормозные колодки CFD-0005 -
 Тормозные колодки CFD-0006
Тормозные колодки CFD-0006 -
 Тормозные колодки CFD-0004
Тормозные колодки CFD-0004 -
 Термоизоляционная планка из PA66
Термоизоляционная планка из PA66 -
 Тормозные колодки CFD-0007
Тормозные колодки CFD-0007 -
 Стальные радиальные шины 126
Стальные радиальные шины 126 -
 Стальные радиальные шины 166
Стальные радиальные шины 166 -
 Стальные радиальные шины 156
Стальные радиальные шины 156
Связанный поиск
Связанный поиск- Сопротивление ветровому давлению термоизоляционных планок из pa66
- Термоизоляционный профиль из pa66 с армированием волокном
- Технология состава тормозных колодок
- Индивидуальное производство нейлоновых термоизоляционных планок из pa66
- C-образная pa66 термоизолирующая вставка
- Pa66 термоизолирующая вставка для алюминиевого профиля с терморазрывом
- Техническое консультирование по тормозным колодкам
- Огнестойкий термоизоляционный профиль из pa66
- Станок для вставки термоизоляционных профилей
- Шины для строительной техники