





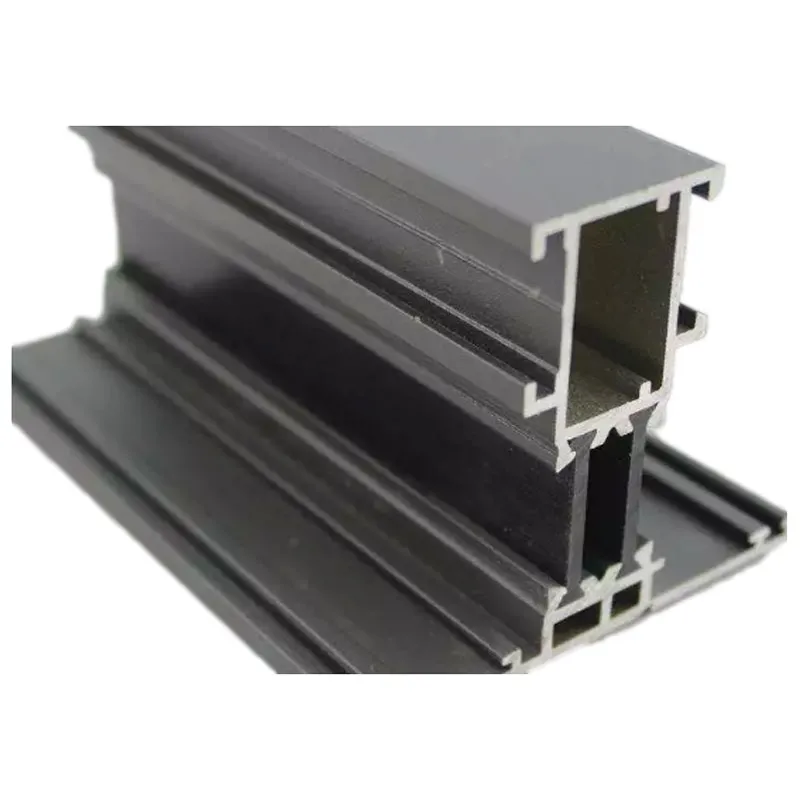
C-образная pa66 термоизолирующая вставка
Вот о чём речь: изоляционная вставка, форма — буква С, материал — полиамид 66. Многие сразу думают о простой терморазрыве в металлоконструкциях, но на деле нюансов масса — от кристалличности гранул до реального поведения в узле под нагрузкой и при перепадах температур.
Базовое понимание и частые ошибки
Когда заказчик запрашивает C-образную PA66 термоизолирующую вставку, часто подразумевается просто деталь по чертежу. Но если материал — просто ?PA66?, это может быть путь к проблемам. Полиамид 66 гигроскопичен, и без правильного кондиционирования перед переработкой вставка со временем может изменить геометрию или потерять прочность. Видел случаи, когда вроде бы качественные вставки в алюминиевых профилях для фасадов через сезон начинали ?играть? — не критично, но зазоры появлялись.
Ещё один момент — сам по себе PA66, даже армированный, не является супер-теплоизолятором. Его ключевая роль — именно разрыв мостика холода, а не утепление как таковое. Поэтому важно, чтобы геометрия этой С-образной детали обеспечивала максимально длинный путь для теплопередачи через материал. Иногда конструкторы этого не учитывают, делая вставку слишком компактной.
И да, не всякий PA66 подходит. Нужен материал с определённой вязкостью расплава, чтобы при литье под давлением он хорошо заполнял тонкие участки формы, особенно во внутренних углах ?буквы С?. Слишком текучий — может привести к усадкам и короблению, слишком вязкий — к несплошностям. Тут уже опыт технолога и правильный выбор марки сырья решают.
Выбор материала и работа с поставщиками
В этом контексте стоит обратить внимание на специализированных производителей модифицированных пластмасс. Например, ООО Шаньдун Шичао Высокомолекулярные Материалы (их сайт — https://www.xjd-shandong.ru) как раз занимается разработкой и производством таких материалов. Их нишевая специализация — это плюс. В работе с подобными компаниями важно запрашивать не просто технический паспорт на PA66, а данные именно для литья тонкостенных изоляционных элементов: ударная вязкость при низких температурах, коэффициент теплового линейного расширения, точные параметры усадки.
На практике мы однажды взяли стандартный PA66 у одного поставщика для партии C-образных вставок. Детали прошли приёмку, но после монтажа в профили и циклических испытаний на теплосмену (от -30 до +70 °C) на некоторых проявились микротрещины в зоне внутреннего радиуса. Разбор показал — материал был не модифицирован для таких температурных скачков. Пришлось возвращаться к обсуждению состава, добавлять упругие модификаторы. С тех пор вопросы по рецептуре задаю в первую очередь.
Сайт xjd-shandong.ru указывает, что предприятие фокусируется на производстве и разработке модифицированных пластмасс. Это как раз тот случай, когда нужно не просто купить гранулы, а обсудить техзадание. Могут предложить варианты с повышенной стойкостью к УФ (для наружных конструкций) или с антифриковыми добавками для облегчения монтажа вставки в паз профиля.
Особенности производства и контроля
Литьё такой, казалось бы, простой детали — отдельная история. Форма должна быть с очень точной температурной регуляцией зон, иначе возникнут внутренние напряжения. Особенно в месте перехода от ?спинки? С-образной вставки к её ?ножкам?. Эти напряжения могут не проявиться при измерении геометрии, но при фрезеровке паза в профиле или при заклёпывании вставка может лопнуть.
Контроль — не только по размерам. Обязательно нужно проверять плотность материала (она косвенно говорит о степени кристалличности и, следовательно, о стабильности размеров) и проводить простейшие механические тесты. Например, пробную вставку можно зажать в имитации профиля и дать нагрузку на излом — посмотреть, как и где она ломается, соответствует ли расчётному поведению.
Важный момент — облой. На термоизолирующей вставке его быть не должно в принципе, особенно в рабочей зоне контакта с металлом. Даже микроскопический заусенец может увеличить теплопроводность узла или помешать плотной посадке. Поэтому чистота смыкания формы и настройки литьевой машины критичны. Часто приходится делать несколько выстрелов для настройки, прежде чем запускать серию.
Интеграция в конструкцию и монтаж
Самая частая ошибка монтажников — приложение ударной нагрузки при запрессовке вставки в паз. PA66, даже прочный, может дать трещину от резкого удала. Лучше использовать простейшие приспособления для плавного вдавливания. Ещё один нюанс — зазор между вставкой и металлом. Он должен быть минимальным, но не нулевым, с учётом разного теплового расширения алюминия (или стали) и полиамида. Если вставка встаёт ?внатяг? при +20°C, то на морозе полиамид сожмётся больше металла, и может появиться щель — мостик холода как раз там, где его не ждали.
В одном из проектов по остеклению фасада была проблема с конденсатом именно по контуру вставки. Оказалось, профиль был с очень глубоким пазом, а вставка — стандартной высоты. Образовалась воздушная полость, которая стала ?холодной зоной?. Решение — изготовление вставки по нестандартному размеру, с более высокими ?ножками?, чтобы заполнить паз полностью. Это увеличило стоимость, но решило проблему. Так что чертёж профиля и чертёж вставки нужно смотреть только вместе.
Иногда для сложных профилей используют не цельную С-образную вставку, а комбинацию из нескольких элементов. Но это уже история про дополнительные стыки и потенциальные точки утечки тепла. По возможности нужно стремиться к цельному элементу, пусть и сложной конфигурации.
Перспективы и итоговые соображения
Сейчас появляются композиты на основе PA66 с наполнителями, например, со стекловолокном или минеральными добавками. Они могут улучшить стабильность размеров и снизить коэффициент теплопроводности, но усложняют переработку и могут быть абразивными для пресс-форм. Это палка о двух концах. Для массовых проектов, возможно, выгоднее стандартный модифицированный PA66 от проверенного поставщика, того же ООО Шаньдун Шичао, который может обеспечить стабильность партий.
Главный вывод, который можно сделать из практики: C-образная PA66 термоизолирующая вставка — это не стандартная покупная деталь, а элемент системы. Её нельзя выбирать только по цене за килограмм или по чертежу. Нужно понимать условия работы всей конструкции, иметь доверительные отношения с производителем материала и отливщиком, а также закладывать правильные параметры контроля на производстве. Часто сэкономленные копейки на материале оборачиваются тысячами на переделке и гарантийных случаях.
В конце концов, качественная вставка — это та, которую после монтажа забываешь. Она не напоминает о себе ни конденсатом, ни скрипом, ни изменением геометрии фасада через годы. Достичь этого можно только комплексным подходом, где каждый этап — от выбора гранул до монтажа — выполнен с пониманием физики процесса. И да, всегда стоит запрашивать у таких компаний, как Шаньдун Шичао, не просто каталог, а техническую консультацию под конкретную задачу — это сэкономит массу времени и ресурсов в дальнейшем.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Термоизоляционная планка для алюминиевых профилей с терморазрывом
Термоизоляционная планка для алюминиевых профилей с терморазрывом -
 Тормозные колодки CFD-0006
Тормозные колодки CFD-0006 -
 Тормозные колодки CFD-0015
Тормозные колодки CFD-0015 -
 Тормозные колодки CFD-0014
Тормозные колодки CFD-0014 -
 Стальные радиальные шины 505
Стальные радиальные шины 505 -
 Тормозные колодки CFD-0004
Тормозные колодки CFD-0004 -
 Тормозные колодки CFD-0001
Тормозные колодки CFD-0001 -
 Стальные радиальные шины 118
Стальные радиальные шины 118 -
 Тормозные колодки CFD-0011
Тормозные колодки CFD-0011 -
 Стальные радиальные шины 126
Стальные радиальные шины 126 -
 Стальные радиальные шины 266
Стальные радиальные шины 266 -
 Стальные радиальные шины 566
Стальные радиальные шины 566
Связанный поиск
Связанный поиск- Pa66 термоизолирующая вставка шириной 34 мм
- Термоизоляционный профиль для зимних садов
- Станок для резки термоизоляционных профилей
- Сертификат reach для термоизоляционных планок из pa66
- Предварительное размещение запасов тормозных колодок на зарубежных складах
- Высокотемпературная pa66 термоизолирующая вставка
- Термоизоляционный профиль для окон из пвх
- Pa66 термоизолирующая вставка с 25% стеклонаполнителя (pa66 gf25)
- Известные термоизоляционных профилей
- Высокоэластичная pa66 термоизолирующая вставка