





Термостойкая pa66 термоизолирующая вставка
Если кто-то думает, что термостойкая PA66 термоизолирующая вставка — это просто штампованная деталь из ?жаропрочного? пластика, значит, он никогда не сталкивался с реальными последствиями её отказа в узле. Речь идёт о критическом барьере, и его эффективность упирается не в марку полиамида, а в комплекс: состав, геометрия, условия монтажа и, что часто упускают, предсказуемость поведения материала в длительном цикле.
Где кроется подвох с ?термостойкостью? PA66
Маркировка ?термостойкий? для PA66 — это не гарантия. Стандартный полиамид 66 держит, условно, до 80-90°C без значительной потери механических свойств. Но вставка работает в точке контакта, где возможны локальные пики выше 150°C. Поэтому ключ — в модификациях. Часто заказчики экономят, берут базовый PA66 без наполнителей, а потом удивляются деформации и потере изоляционных свойств. Я сам на этом обжёгся лет семь назад на одном проекте с электронагревателями — вставка ?поплыла?, пришлось срочно менять всю партию, нести убытки.
Сейчас смотрю в первую очередь на состав. Важен стабилизатор теплового старения, часто — стекловолокно для снижения КЛТР (коэффициента линейного теплового расширения). Без него даже правильно рассчитанный зазор может ?схлопнуться? при прогреве. И ещё момент — цвет. Чёрные композиции с сажей обычно стабильнее под УФ и нагревом, чем натуральные, но тут нужно проверять сертификаты, не влияет ли пигмент на диэлектрические свойства, если вставка работает в электротехнике.
Кстати, хороший пример комплексного подхода — материалы от ООО Шаньдун Шичао Высокомолекулярные Материалы. Они не просто продают гранулы, а предлагают инженерные решения, подбирая рецептуру под конкретный температурный режим и нагрузку. На их сайте https://www.xjd-shandong.ru видно, что компания фокусируется на модифицированных пластиках, а это как раз наш случай. Для термоизолирующей вставки часто нужен не чистый PA66, а его композит.
Конструкция: почему толщина стенки не главное
Первая мысль — увеличить толщину, чтобы лучше изолировало. Но с полиамидом это может дать обратный эффект. При неравномерном нагреве массивная деталь из PA66 создаёт внутренние напряжения, может потрескаться. Важнее продумать рёбра жёсткости и воздушные зазоры в самой конструкции вставки. Они работают как дополнительные барьеры для теплового потока.
В одном из наших успешных проектов для обогревателей трубопровода мы сделали вставку не монолитной, а с внутренним лабиринтом. Это увеличило путь для тепла и позволило снизить массу детали, а значит, и её стоимость. Но здесь пришлось долго подбирать литьевые параметры, чтобы не было утяжек в тонких сечениях, которые стали бы мостиками холода… точнее, мостиками тепла в нашем случае.
Ошибка, которую часто повторяют — игнорирование усадки материала. Термостойкая PA66 с наполнителем усаживается иначе, чем базовый полимер. Если пресс-форма рассчитана неправильно, после литья под давлением вставка сядет не в размер, и её будет невозможно установить с нужным натягом. Приходится потом дорабатывать механически, что убивает экономику проекта.
Реальный кейс: отказ из-за монтажного напряжения
Хочу привести пример, где материал и конструкция были хороши, но проблема пришла с другой стороны. Мы поставили партию вставок для изоляции нагревательных элементов в промышленных фенах. Материал — PA66, усиленный 30% стекловолокна, от проверенного поставщика, кажется, даже от упомянутого Шаньдун Шичао. Детали прошли приёмочные испытания на термоциклирование.
Но в поле начались поломки. Вставки трескались у основания крепёжных ушек. Разбор показал: монтажники закручивали саморезы с избыточным моментом, создавая высокие предварительные напряжения. В сочетании с постоянным нагревом до 110°C это привело к растрескиванию под напряжением. Решение было не в замене материала, а в изменении конструкции узла — добавили резиновую прокладку под головку винта и чётко прописали в инструкции момент затяжки. Это к вопросу о том, что даже идеальная термоизолирующая вставка — лишь часть системы.
Выбор поставщика: гранулы или готовое решение?
Раньше мы часто покупали просто гранулы и отдавали на сторону на литьё. Сейчас склоняюсь к тому, что для ответственных узлов надёжнее работать с поставщиком, который ведёт проект от материала до готовой детали. Потому что они несут ответственность за весь цикл и могут оперативно подкорректировать рецептуру под особенности своей оснастки.
Вот почему профильные предприятия, такие как ООО Шаньдун Шичао Высокомолекулярные Материалы, которые занимаются именно разработкой и производством модифицированных пластмасс, имеют преимущество. Они видят проблему шире. Зайдя на их сайт, видно, что речь идёт о комплексных инженерных материалах. Для нас, как для разработчиков узлов, это важно: можно обсудить не просто цену за тонну, а ТЗ на деталь, включая термические и механические нагрузки.
Критически важно запрашивать не только ТУ, но и протоколы реальных испытаний на долговременное термостарение именно в той среде, где будет работать вставка (воздух, масло, конденсат). Один раз мы чуть не попались, потому что материал был испытан ?на сухую?, а в реальности на него капал конденсат, что резко снизило температуру длительной эксплуатации.
Итоговые соображения: на что смотреть сегодня
Так что, если резюмировать мой опыт. Термостойкая PA66 термоизолирующая вставка — это всегда компромисс между стоимостью, стойкостью к температуре, механической прочностью и удобством монтажа. Нельзя выбрать что-то одно. Сейчас я в первую очередь смотрю на три вещи: паспортную температуру длительной эксплуатации (с запасом минимум 20°C к реальной), значение КЛТР (должно быть сопоставимо с металлом корпуса, чтобы не было зазора при нагреве) и наличие реальных примеров применения у поставщика.
И ещё один практический совет — всегда заказывайте пробную партию и проводите свои натурные испытания в максимально приближенных к эксплуатации условиях. Никакие сертификаты не заменят теста, где вставка работает в сборе с соседними деталями. Часто проблема вылезает на стыке, буквально.
Работа с проверенными производителями материалов, которые специализируются на модификациях, как ООО Шаньдун Шичао, снижает риски. Но это не снимает ответственности с инженера за расчёт и испытания. Вставка — малая деталь, но её отказ может остановить всю систему. Поэтому и относиться к её выбору нужно соответственно — не как к покупке пластиковой шайбы, а как к проектированию функционального узла.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
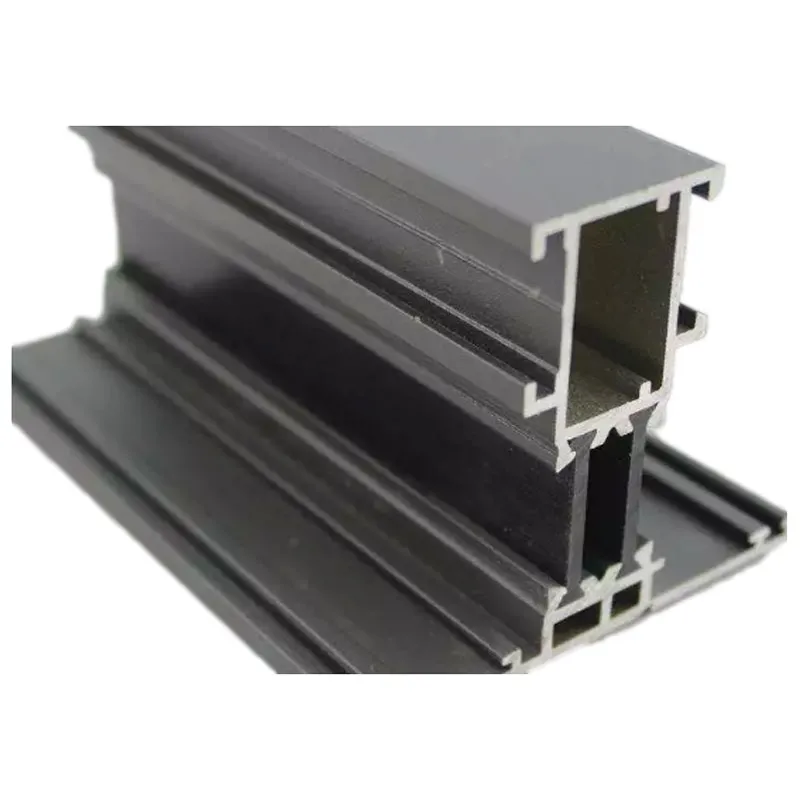 Термоизоляционная планка для алюминиевых профилей с терморазрывом
Термоизоляционная планка для алюминиевых профилей с терморазрывом -
 Стальные радиальные шины 156
Стальные радиальные шины 156 -
 Стальные радиальные шины 176
Стальные радиальные шины 176 -
 Тормозные колодки CFD-0010
Тормозные колодки CFD-0010 -
 Тормозные колодки CFD-0007
Тормозные колодки CFD-0007 -
 Стальные радиальные шины 505
Стальные радиальные шины 505 -
 Тормозные колодки CFD-0009
Тормозные колодки CFD-0009 -
 Стальные радиальные шины 126
Стальные радиальные шины 126 -
 Тормозные колодки CFD-0006
Тормозные колодки CFD-0006 -
 Термоизоляционная планка из нейлона PA66
Термоизоляционная планка из нейлона PA66 -
 Тормозные колодки CFD-0012
Тормозные колодки CFD-0012 -
 Тормозные колодки CFD-0014
Тормозные колодки CFD-0014
Связанный поиск
Связанный поиск- Индивидуальное производство нейлоновых термоизоляционных планок из pa66
- Экспорт термоизоляционных профилей
- Шины для сельскохозяйственной техники
- Огнестойкость термоизоляционных планок из pa66
- Примеры проектов с применением термоизоляционных профилей
- Выбор количества слоев (плетения) шины
- Pa66 термоизолирующая вставка для архитектурных окон и дверей
- Сертификация безопасности тормозных колодок
- Оптовая продажа высококачественных тормозных колодок
- Оптовая продажа задних тормозных колодок