





Профильная pa66 термоизолирующая вставка
Когда слышишь ?профильная pa66 термоизолирующая вставка?, многие сразу представляют себе просто полосу пластика в металлическом окне. Но на деле это, пожалуй, один из самых недооцененных узлов в конструкции современных светопрозрачных систем. Основная ошибка — считать, что все вставки одинаковы, лишь бы материал был ПА66. На практике же разница в геометрии профиля, степени наполнения и, что критично, в качестве самой полиамидной композиции приводит к тому, что на объекте вместо расчетного сопротивления теплопередаче получаем мостик холода со всеми вытекающими последствиями — конденсатом, промерзанием. Сам сталкивался, когда по ранним спецификациям закупали что подешевле, а потом разбирались с претензиями заказчиков.
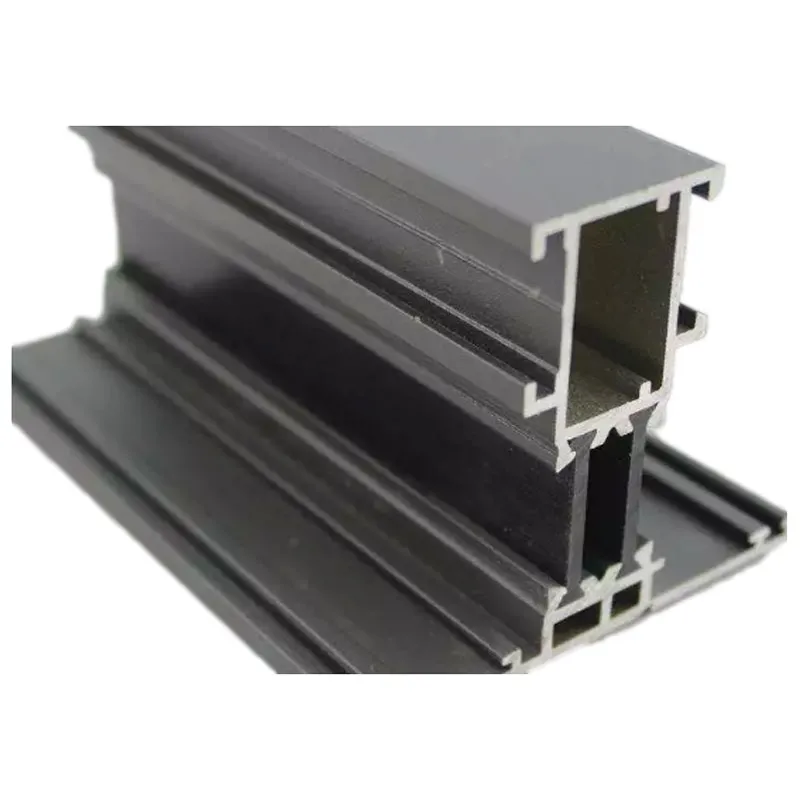
Не просто полоса: что скрывается за геометрией профиля
Вот смотришь на чертеж — вроде бы простой контур. Но каждый изгиб, каждая камера внутри этой термоизолирующей вставки работают на общий результат. Важно не просто разорвать металл, а создать максимально длинный и сложный путь для тепла. Иногда конструкторы, пытаясь удешевить систему, упрощают профиль, убирают так называемые ?лабиринтные? перемычки. В лабораторных условиях разница может быть неочевидна, но в условиях северных зим, при длительном воздействии перепадов, это вылезает боком. Особенно чувствительны к этому алюминиевые фасады большой площади.
Здесь же встает вопрос о стабильности геометрии. ПА66 — материал гигроскопичный, и если композиция некачественная, после набора влаги может наблюдаться коробление, так называемое ?пропеллерирование?. Вставка перестает плотно сидеть в пазу профиля, появляется микроподсос воздуха. Мы как-то получили партию, где это проявилось после хранения на неотапливаемом складе. Пришлось срочно менять поставщика сырья. Кстати, сейчас работаем с композитами от ООО Шаньдун Шичао Высокомолекулярные Материалы — у них как раз хороший акцент на стабильность размеров за счет специальных добавок, подробности можно посмотреть на их сайте https://www.xjd-shandong.ru. Для нас это было решением проблемы.
Еще один практический момент — радиусы загибов. При сборке угловых соединений или сложных архитектурных элементов вставку приходится гнуть. Если радиус слишком мал, а материал хрупкий (часто из-за избытка стекловолокна или минерального наполнителя), на внешней стороне изгиба появляются микротрещины. Они не всегда видны невооруженным глазом, но целостность термобарьера уже нарушена. Поэтому в техзадании теперь всегда прописываем не только коэффициент теплопроводности, но и минимальный радиус гибки для конкретной марки композита.
Секреты материала: почему ПА66, а не просто полиамид
Сырье — это основа. На рынке полно предложений, но когда речь идет именно о профильной вставке, нужен не базовый полиамид, а модифицированная композиция. Ключевые требования: низкий коэффициент линейного теплового расширения (чтобы он был близок к алюминию), высокая термостабильность (вставка работает в диапазоне от -60 до +100 °C, а на солнце температура в зоне контакта может быть и выше), и, конечно, прочность.
Частая история — поставщик говорит: ?У нас ПА66 с 25% стекловолокна, все по ГОСТу?. Берешь образец, смотришь под микроскопом — распределение волокна неравномерное, есть сгустки. Это точки напряжения, где при вибрации или ударном воздействии (например, при транспортировке) может начаться разрушение. Качественное наполнение — это когда волокно распределено равномерно, и связка с матрицей полимера прочная. Упомянутая компания ООО Шаньдун Шичао Высокомолекулярные Материалы как раз позиционирует себя как специалист по модифицированным пластикам, и в их материалах этот момент проработан. На их сайте есть информация по линейке композитов для терморазрыва, что полезно для инженеров, составляющих ТЗ.
Отдельно стоит упомянуть о добавках. Для работы в условиях российского климата критически важны УФ-стабилизаторы и антипирены. Особенно для вставок в витражных системах, где часть элемента может быть на солнце. Без стабилизаторов материал со временем желтеет и становится хрупким. Антипирены — это уже требования пожарной безопасности для многих объектов. Но здесь есть тонкость: некоторые добавки могут мигрировать на поверхность, образуя белесый налет. Это не брак, но эстетика страдает. Поэтому подбор сырья — всегда компромисс между техническими характеристиками и технологичностью обработки.
Монтаж: где теория сталкивается с реальностью
Можно иметь идеальную вставку, но испортить все на этапе сборки профиля. Основная проблема — загрязнение зоны контакта. Металлическая заготовка после резки и фрезеровки покрыта мелкой стружкой и СОЖ. Если не обезжирить и не очистить паз перед запрессовкой термоизолирующей вставки, адгезия будет нулевой. Бывает, вставка потом просто выпадает под собственным весом при вертикальном монтаже. Выработали правило: обязательная продувка паза сжатым воздухом и протирка спиртосодержащим составом. Просто, но эффективно.
Вторая головная боль — запрессовка. Использование неправильных роликов или избыточное давление ведет к деформации ?лапок? вставки, которые должны плотно защелкнуться в зацеп. Иногда, пытаясь сэкономить время, операторы используют ударный метод или неподходящий инструмент. В итоге получаем неявный дефект: вставка вроде стоит, но по всей длине есть участки, где нет плотного прилегания. Тепловизор потом показывает прерывистую холодную линию. Контроль здесь — выборочная проверка на разрыв специальным динамометром после сборки узла.
И, конечно, температурный режим. Монтировать вставку лучше при температуре цеха не ниже +18 °C. На холоде материал становится более жестким и хуже деформируется при запрессовке, увеличивается риск растрескивания. Зимой на некоторых объектах пытались вести сборку прямо в неотапливаемых помещениях — результат был плачевным, пришлось переделывать. Теперь это строгое требование в технологической карте.
Проверка и диагностика: во что упирается гарантия
Как убедиться, что все сделано правильно? Самый наглядный способ — тепловизионный контроль. Но и здесь есть нюансы. Съемку нужно проводить в правильных условиях: перепад температур между улицей и помещением должен быть не менее 20 °C, без прямого солнечного излучения на фасад и без осадков. Иначе картинка будет неинформативной. Видел отчеты, где ?специалисты? снимали тепловизором фасад в солнечный день и делали выводы о браке — это непрофессионализм.
Лабораторные испытания образцов — это хорошо, но они дают идеальную картину. В реальности на сопротивление теплопередаче всего окна или фасада влияет не только сама профильная pa66 вставка, но и качество угловых соединений, наличие термостальных шайб под крепеж, даже тип уплотнителя. Поэтому мы всегда настаиваем на испытаниях готового оконного или фасадного блока в сборе в аккредитованной камере. Да, это дороже и дольше, но только так можно получить реальные цифры для проекта и обосновать гарантию.
Еще один метод контроля, который часто упускают из виду, — измерение твердости по Шору. Оно позволяет косвенно оценить качество отверждения материала и наличие необходимых добавок. Если твердость партии отличается от эталонного образца более чем на 5 единиц, это повод провести углубленный анализ. Возможно, был нарушен режим экструзии при производстве самой вставки или использована некондиционная гранула.
Взгляд вперед: тенденции и личный опыт
Сейчас все чаще говорят о комбинированных решениях — например, когда в паз вместе с полиамидной вставкой закладывается вспененный полиэтилен или другой эластомер для дополнительного демпфирования и герметизации. Идея интересная, но на практике сложность монтажа возрастает в разы, а долговечность таких гибридных систем пока не до конца изучена. Мы пробовали на одном экспериментальном объекте — пока рано делать выводы, нужно наблюдать несколько сезонных циклов.
Тренд на увеличение этажности и сложности архитектурных форм диктует и новые требования к длине вставок без стыков, к их способности работать в трехмерных изгибах. Это уже задачи не только для производителя вставок, но и для разработчиков экструзионного оборудования. Видимо, будущее за более тесной кооперацией между химиками, создающими материал, и инженерами-машиностроителями.
Если резюмировать мой опыт, то профильная термоизолирующая вставка — это не расходник, а полноценная инженерная система. Ее выбор нельзя доверять только менеджеру по закупкам на основе цены за килограмм. Нужно понимать полный цикл: от спецификации сырья (где ресурсы вроде сайта https://www.xjd-shandong.ru могут быть полезны для сравнения технических данных) до контроля на строительной площадке. Только тогда эта деталь будет работать так, как задумано, а не создавать проблемы на долгие годы вперед. Ошибки здесь слишком дороги, чтобы их повторять.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Стальные радиальные шины 166
Стальные радиальные шины 166 -
 Тормозные колодки CFD-0013
Тормозные колодки CFD-0013 -
 Стальные радиальные шины 366
Стальные радиальные шины 366 -
 Тормозные колодки CFD-0003
Тормозные колодки CFD-0003 -
 Стальные радиальные шины 156
Стальные радиальные шины 156 -
 Термоизоляционная планка для алюминиевых профилей с терморазрывом
Термоизоляционная планка для алюминиевых профилей с терморазрывом -
 Термоизоляционная планка из нейлона PA66
Термоизоляционная планка из нейлона PA66 -
 Тормозные колодки CFD-0002
Тормозные колодки CFD-0002 -
 Стальные радиальные шины 126
Стальные радиальные шины 126 -
 Тормозные колодки CFD-0008
Тормозные колодки CFD-0008 -
 Тормозные колодки CFD-0009
Тормозные колодки CFD-0009 -
 Стальные радиальные шины 118
Стальные радиальные шины 118
Связанный поиск
Связанный поиск- Термоизоляционный профиль для окон с откидно-поворотным открыванием
- Термоизоляционная планка из pa66 для окон и дверей
- Сопротивление качению шин
- Техническое консультирование по тормозным колодкам
- Белый термоизоляционный профиль из pa66
- Примеры проектов с применением термоизоляционных профилей
- Огнестойкий термоизоляционный профиль из pa66
- Ведущий бренд pa66 термоизолирующих вставок
- Термоизоляционный профиль для окон из пвх
- Pa66 термоизолирующая вставка на заказ