





Оборудование для производства термоизоляционных профилей
Когда говорят про оборудование для производства термоизоляционных профилей, многие сразу представляют себе просто экструдеры и пресс-формы. Но на деле, если ты работал в цеху, знаешь — это лишь вершина айсберга. Основная ошибка — считать, что купил линию, засыпал сырьё и пошли идеальные профили. Реальность куда капризнее: тут и подготовка материала, и тонкости калибровки, и постоянная борьба с усадкой, и даже температура в помещении может всё испортить. Я сам через это проходил, когда занимался настройкой линий для композитных систем. Сейчас, глядя на опыт таких производителей, как ООО Шаньдун Шичао Высокомолекулярные Материалы, который специализируется на модифицированных пластмассах, понимаешь, насколько критично именно сырьё и его взаимодействие с оборудованием. Их сайт https://www.xjd-shandong.ru — хороший пример, где фокус на материале, а не просто на станках. Но давайте по порядку.
С чего всё начинается: не только экструдер
Итак, допустим, вы решили производить термоизоляционные профили. Первое, с чем сталкиваешься — выбор экструзионной линии. И здесь многие гонятся за производительностью, забывая про стабильность. Видел случаи, когда брали мощный агрегат, а он не мог обеспечить равномерный прогрев массы, особенно при работе с наполненными композитами. В итоге — внутренние напряжения, которые потом вылазят при резке или монтаже. Ключевой момент — система дозирования и смешения. Если используется, скажем, полиамид с стекловолокном или какие-то специальные добавки для термостабилизации, как раз те, что разрабатывает ООО Шаньдун Шичао, то однородность смеси — это 70% успеха. Просто выгрузить мешки в бункер недостаточно.
Ещё один нюанс — сушка гранулята. Казалось бы, банально, но сколько проблем из-за влаги! Особенно с гигроскопичными материалами. Помню, на одном из объектов профили шли с пузырьками, долго искали причину — оказалось, в цеху была повышенная влажность, и даже кратковременное хранение открытого мешка с сырьём всё портило. Пришлось ставить дополнительные осушители прямо перед загрузкой. Это та деталь, которую в каталогах оборудования часто упускают, а на практике она решает.
И, конечно, сам экструдер. Шнековые пары, зоны нагрева, система охлаждения шнека — всё должно быть подобрано под конкретный тип полимера. Для ПВХ-профилей — один подход, для стеклопластиковых — совсем другой. Тут как раз важно сотрудничать с поставщиками материалов, которые дают чёткие рекомендации по температурным режимам и нагрузке. Из своего опыта скажу, что техническая поддержка от производителя сырья, того же Шаньдун Шичао, иногда ценнее, чем инструкция к станку. Они знают, как их материал поведёт себя в стволе при длительной работе.
Калибровка и охлаждение: где теряется геометрия
Вот выдавили мы расплавленную ленту из фильеры. Дальше — вакуумные калибровочные столы. Вот здесь, пожалуй, больше всего тонкостей. Многие думают, что главное — точно выточить саму калибровочную плиту или вакуумную коробку. Это да, но не только. Критически важно расстояние от фильеры до входа в калибровочное устройство. Если слишком велико — профиль начинает провисать, внутренняя структура успевает перестроиться, появляется так называемая ?память?, которая потом аукнется при термоциклировании.
Система охлаждения в калибраторах — обычно водяная. И вода должна быть не просто холодной, а с определённой температурой и, что важно, скоростью потока. Резкое охлаждение приводит к заморозке напряжений в поверхностном слое, а сердцевина остаётся более горячей. Потом, через сутки, профиль может повести. Приходилось экспериментировать с градиентом: первые калибраторы — тёплая вода, последующие — постепенно холоднее. Это не по учебнику, но на практике работает для сложных сечений.
И ещё про вакуум. Его сила должна быть точно отрегулирована. Слишком сильный — прижмёт профиль к стенкам намертво, будут задиры, особенно на углах. Слабый — не обеспечит чёткости контура. Особенно капризны многокамерные профили, где есть тонкие перегородки. Их просто может раздавить или, наоборот, не заполнить. Тут без проб и ошибок не обойтись. Иногда приходится делать несколько итераций с заменой уплотнительных резинок на калибраторе, чтобы добиться равномерного прилегания по всему периметру.
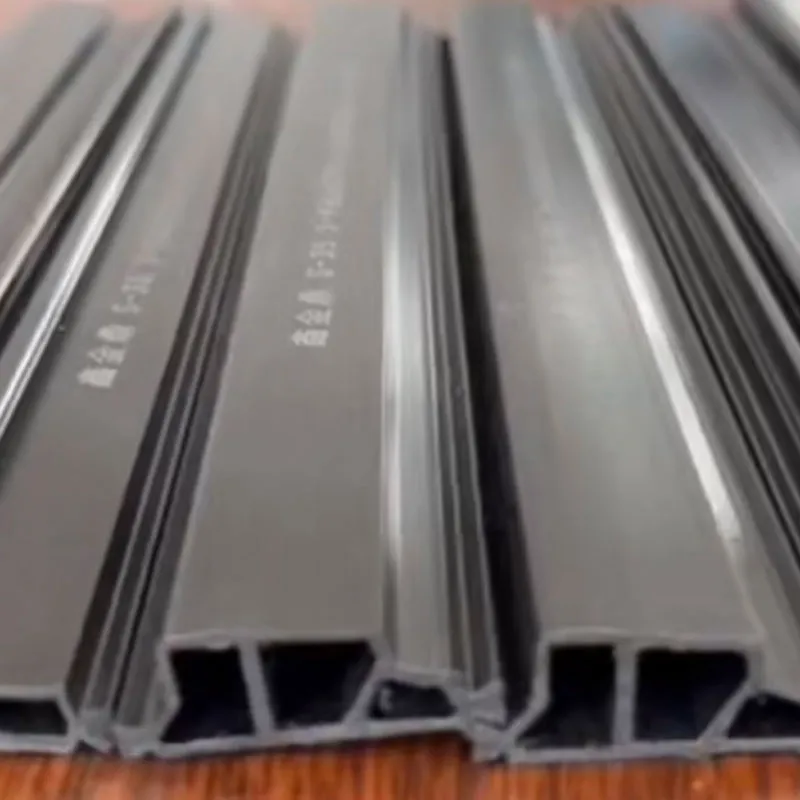
Сырьё: почему модифицированные пластмассы — это не маркетинг
Вернёмся к материалу. Термоизоляционный профиль — это не просто пластик. Это композит, который должен держать размер, не бояться перепадов температур от -40 до +80, иметь низкий коэффициент теплопроводности и при этом хорошо обрабатываться. Стандартные полимеры здесь часто не справляются. Нужны добавки: антипирены, стабилизаторы к УФ, модификаторы ударной вязкости, наполнители для снижения теплопроводности.
Вот здесь как раз компетенции компании ООО Шаньдун Шичао Высокомолекулярные Материалы выходят на первый план. Их профиль — разработка и производство именно модифицированных пластмасс. Что это даёт на практике? Например, они могут поставить композит на основе полипропилена или полиамида, уже наполненный определённым процентом стекловолокна и с пакетом добавок, подобранным специально под экструзию профилей. Это экономит время на смешении в цеху и, главное, гарантирует стабильность свойств от партии к партии. Случай из практики: работали с одним их составом на основе ПА66 с минеральным наполнителем — удалось снизить коэффициент линейного теплового расширения почти на 30% по сравнению со стандартным аналогом. Для монтажников это огромная разница — меньше риска деформации в узлах примыкания.
Но и тут есть подводные камни. Готовый модифицированный композит часто более вязкий, требует корректировки температурного профиля на экструдере. Если не сделать этого вовремя, растёт нагрузка на двигатель, может произойти перегрев и деструкция полимера прямо в стволе. Поэтому диалог с технологами поставщика, как те, что указаны на их сайте, обязателен. Лучше сразу запросить паспорт с рекомендуемыми параметрами переработки.
Постобработка и контроль: то, что часто экономят
Профиль вышел из калибратора, его порезали на мерные длины. Всё, можно упаковывать? Нет. Отрезка — это отдельная история. Пилы должны быть с точной подачей и минимальной вибрацией, иначе торец будет ?рваным?. А это место будущего стыка. Далее — часто требуется термообработка для снятия внутренних напряжений. Небольшая печь, где профиль выдерживается при температуре немного ниже температуры Vicat. Это страхует от последующей коробления.
Контроль качества — не только замер геометрии штангенциркулем. Нужны испытания на термоциклирование (окно с профилем гоняют от мороза к жару), проверка на стойкость к УФ (если это наружные профили), тесты на прочность сварного угла. Оборудование для таких испытаний — тоже часть технологической цепочки, хоть и не производящее. Без него нельзя быть уверенным в продукте. Видел небольшие цеха, которые этим пренебрегали, а потом получали рекламации от монтажников — профиль трескался на фасаде после первой же зимы.
И упаковка. Казалось бы, мелочь. Но если профили плотно не уложить и не зафиксировать в транспортных пакетах, они могут изогнуться при перевозке. А выпрямить их потом, без потери свойств, почти невозможно. Поэтому на выходе линии часто ставят автоматические упаковочные станции с плёнкой и термоусадкой. Это тоже оборудование, и его выбор зависит от габаритов и объёмов.
Интеграция и автоматизация: стоит ли овчинка выделки
Современные линии — это часто комплекс с единой системой управления. Все параметры: температура зон, скорость шнека, вакуум, температура воды — выводятся на один пульт. Плюс это даёт возможность быстро перенастраиваться под другой тип профиля, сохраняя рецепты. Минус — стоимость и сложность обслуживания. Нужен квалифицированный оператор, а не просто рабочий.
Для среднего производства, на мой взгляд, иногда выгоднее собрать линию из отдельных, но совместимых агрегатов от проверенных производителей. Это даёт гибкость. Например, экструдер взять один, а калибровочный стол и тянущее устройство — другие. Главное, чтобы интерфейсы совпадали. И здесь опять важно понимание свойств материала. Если вы используете специальные составы, как от Шаньдун Шичао, то логично обсудить с их инженерами, с каким типом оборудования они лучше всего совместимы. Возможно, их материалы требуют более плавного градиента охлаждения, а значит, нужен калибратор с большим количеством независимых зон контроля температуры.
Автоматизация дозирования и загрузки сырья — отдельная тема. Для чистых гранул — одно решение, для порошковых добавок или смесей с регранулятом (отходами собственного производства) — другое. Системы должны быть герметичными, чтобы не было пыли. А пыль — это и потери материала, и риск для здоровья операторов, и нестабильность состава шихты.
Выводы, которые приходят с опытом
Так что же такое оборудование для производства термоизоляционных профилей? Это не просто список станков из каталога. Это технологическая цепочка, где каждый элемент, от сушилки до упаковочного стола, влияет на конечный результат. И самое важное звено в этой цепочке — не железо, а материал и люди, которые понимают, как это железо и материал заставить работать вместе.
Опыт работы с разными поставщиками, в том числе и с такими, как ООО Шаньдун Шичао Высокомолекулярные Материалы, показывает, что успех часто кроется в деталях: в тех самых рекомендациях по переработке, в данных о поведении материала при длительной экструзии, в готовности поддержать при наладке. Их сайт — это скорее отправная точка для диалога, а не просто интернет-магазин. Там можно понять, что они в принципе предлагают, но реальная работа начинается с технического запроса.
Поэтому, если задумываетесь о производстве, не ищите просто ?купить линию?. Ищите комплексное решение: оборудование + материалы + технологическая поддержка. И будьте готовы к тому, что первые месяцы уйдут на тонкую настройку и борьбу с мелочами. Но когда вы увидите, как из линии выходит стабильный, качественный профиль, который проходит все испытания, — поймёте, что оно того стоило. Всё остальное — уже частности, которые решаются в рабочем порядке.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Стальные радиальные шины 366
Стальные радиальные шины 366 -
 Тормозные колодки CFD-0006
Тормозные колодки CFD-0006 -
 Стальные радиальные шины 176
Стальные радиальные шины 176 -
 Тормозные колодки CFD-0001
Тормозные колодки CFD-0001 -
 Тормозные колодки CFD-0013
Тормозные колодки CFD-0013 -
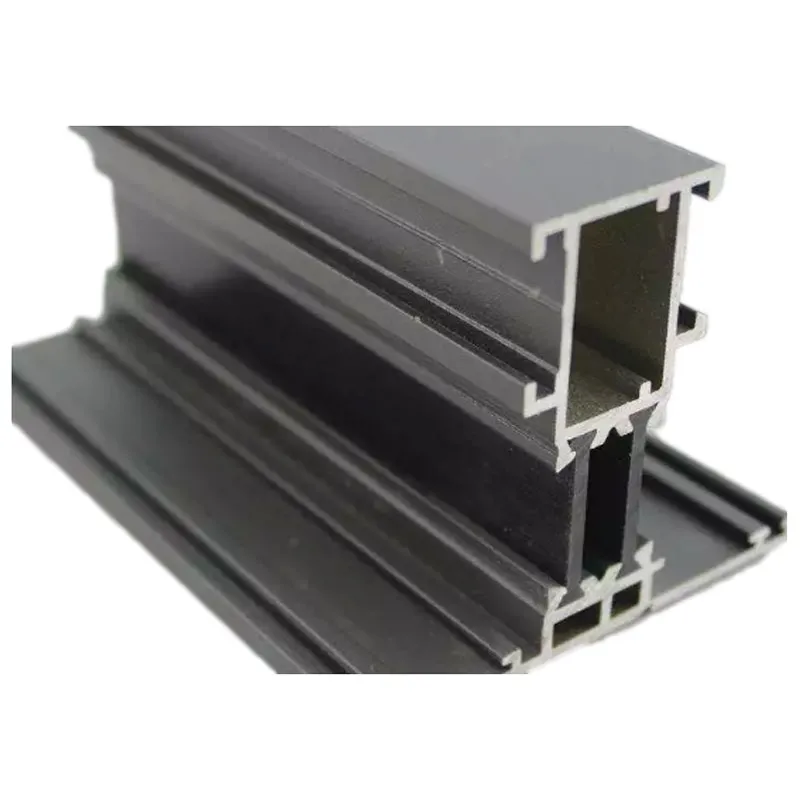 Термоизоляционная планка для алюминиевых профилей с терморазрывом
Термоизоляционная планка для алюминиевых профилей с терморазрывом -
 Тормозные колодки CFD-0015
Тормозные колодки CFD-0015 -
 Термоизоляционная планка из нейлона PA66
Термоизоляционная планка из нейлона PA66 -
 Тормозные колодки CFD-0011
Тормозные колодки CFD-0011 -
 Стальные радиальные шины 166
Стальные радиальные шины 166 -
 Тормозные колодки CFD-0014
Тормозные колодки CFD-0014 -
 Стальные радиальные шины 555
Стальные радиальные шины 555
Связанный поиск
Связанный поиск- Профильная pa66 термоизолирующая вставка
- Выбор количества слоев (плетения) шины
- Вальцовочный станок для термоизоляционных профилей
- Оптовая продажа металлических тормозных колодок
- Термоизоляционных планок из pa66
- Термоизоляционный профиль для зимних садов
- Шины для автобусов
- Огнестойкий термоизоляционный профиль из pa66
- По производству цельнометаллических радиальных шин
- Сертификация ece для тормозных колодок