





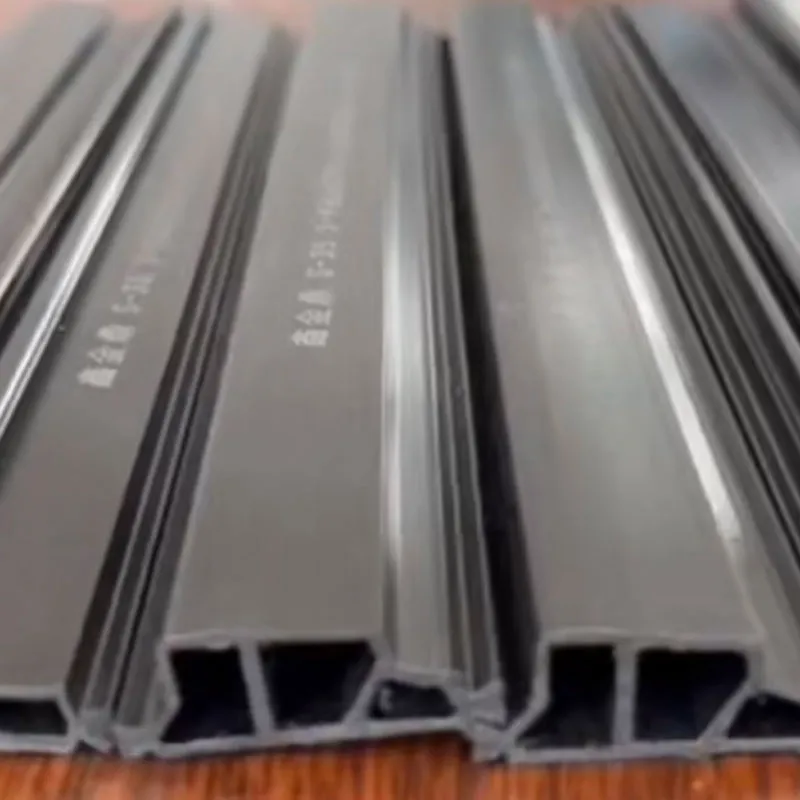
Индивидуальное производство нейлоновых термоизоляционных планок из pa66
Когда слышишь ?индивидуальное производство нейлоновых термоизоляционных планок из PA66?, многие сразу думают о простой нарезке готового профиля. На деле же — это целая цепочка решений, где выбор сырья часто становится первым и самым критичным заблуждением. Не всякий PA66, даже с маркировкой ?термостабилизированный?, подойдет для планок, которые должны десятилетиями держать геометрию в температурных перепадах от -40 до +120 °C. Я это понял не из учебников, а когда одна партия планок на объекте в Сочи через полгода дала усадку в стыках — пришлось разбирать фасад.
Почему PA66, а не просто ?нейлон?: нюансы материала
Здесь важно не путать общее и частное. PA66 — это конкретная марка полиамида, и его поведение при литье под давлением сильно зависит от влажности гранул перед переработкой. Если сушишь недостаточно — готовые планки могут иметь внутренние напряжения, которые проявятся позже, уже на фасаде, микротрещинами. Я всегда требую от поставщиков сырья паспорт с указанием не только температуры Vicat, но и содержания влаги после кондиционирования. Кстати, неплохо зарекомендовал себя материал от ООО Шаньдун Шичао Высокомолекулярные Материалы — у них в спецификациях четко прописаны параметры ударной вязкости и термостабилизации, что для планок критично. Их сайт https://www.xjd-shandong.ru полезно держать под рукой для сверки данных.
Но даже с хорошим сырьем бывают сюрпризы. Однажды мы заказали партию планок с повышенным содержанием стекловолокна — для жесткости. Вроде бы логично. Однако при монтаже в мороз планки стали излишне хрупкими, крепеж местами раскалывал канал. Пришлось признать ошибку: для наших климатических условий оптимальным оказался PA66 с умеренным армированием (около 25%) и добавкой эластомера. Это снизило модуль упругости, но радикально повысило стойкость к ударным нагрузкам при низких температурах. Такие тонкости в каталогах не пишут, это понимание приходит с косяками.
Еще один момент — цвет. Стандартный белый или черный — не вопрос. Но когда архитектор запрашивает планку в цвет RAL 7016 (антрацитовый серый), начинается головная боль. Введение красителя, особенно неорганического, может влиять на термостабильность. Пришлось наладить тестовые отливки с каждым новым цветом и гнать их в термокамеру на цикличные испытания. Иногда проще и надежнее потом красить планки порошковой краской, но это удорожание и риск отслоения. Ищем баланс.
Конструкция пресс-формы: где рождается геометрия
Пресс-форма для такой планки — это не просто полость. Это система каналов, точек впрыска, систем охлаждения. Если литниковая система спроектирована неудачно, в длинномерном изделии (а планки бывают и по 4 метра) возникает неравномерная усадка. Получаешь на выходе ?банан?, который уже не исправишь. Мы однажды сделали форму с одним центральным литником — казалось бы, симметрично. В итоге планка закручивалась спиралью. Пришлось переделывать на мультиточный впрыск с балансировкой потоков. Дорого, но иначе брак зашкаливал.
Охлаждение — отдельная песня. Металл формы должен отводить тепло быстро и равномерно. В зонах с разной толщиной стенки планки (например, в месте крепежного паза) перегрев приводит к впадинам и свищам. Приходится закладывать отдельные контуры охлаждения и играть температурными режимами. Иногда технолог на старте партии полдня сидит у машины, подбирая температуру цилиндра и формы, скорость впрыска. Это ручная работа, ее не автоматизируешь.
Износ формы — реальность. После 50-100 тысяч циклов на кромках разделительных плоскостей появляется заусенец. Если его вовремя не устранить, на каждой планке будет тончайшая ?юбочка? из облоя. Ее потом приходится счищать вручную, что убивает всю экономику индивидуального заказа. Поэтому в контракте на производство мы теперь сразу закладываем периодическую профилактику и полировку рабочих поверхностей формы. Мелочь, но без нее — брак.
Технология литья: между теорией и практикой
В теории все просто: загрузил гранулы, расплавил, впрыснул в форму, охладил, извлек. На практике каждая машина ведет себя по-своему. Старые гидравлические ТПА могут давать просадки давления впрыска, что приводит к недоливам в дальних углах формы. Современные электромеханические — точнее, но и чувствительнее к настройкам. Мы, например, для ответственных заказов используем машины с системой сенсоров давления прямо в полости формы — это позволяет контролировать процесс в реальном времени и компенсировать разброс параметров сырья.
Температурные режимы — их нельзя брать из справочника для PA66 и слепо применять. У каждого производителя гранул — свой рецепт. Например, для материала от ООО Шаньдун Шичао Высокомолекулярные Материалы, который я упоминал, мы эмпирически вышли на температуру расплава около 285-290°C. При 275°C вязкость была выше, форма заполнялась хуже, при 300°C — начиналась термическая деградация, планки теряли ударную вязкость. Все это проверялось на механических испытаниях и при термоциклировании.
После извлечения планки нельзя сразу упаковывать. Нужна нормализация — выдержка при комнатной температуре, чтобы снять остаточные напряжения. Иногда, для ускорения, планки помещают в теплую воду (60-70°C), но тут важно не переборщить, иначе можно получить коробление. Мы обычно выдерживаем сутки на стеллажах в цеху. Только после этого — контроль геометрии, длины, проверка пазов на калибрах.
Контроль качества: не только линейкой
Геометрию меряют, конечно. Но для термоизоляционной планки ключевой параметр — это коэффициент линейного теплового расширения (КЛТР). Он должен быть близок к КЛТР основного профиля (алюминиевого или ПВХ), иначе при сезонных перепадах стык или разойдется, или создаст напряженность. Мы выборочно отправляем образцы в лабораторию на определение КЛТР. Если партия большая — тестируем каждый двадцатый погонный метр. Дорого, но дешевле, чем рекламации с объекта.
Еще один тест — на стойкость к УФ-излучению. Планка часто находится на фасаде, часть ее поверхности может освещаться солнцем. Стандартный PA66 без добавок со временем желтеет и теряет прочность. Поэтому в композицию вводятся УФ-стабилизаторы. Проверяем это в ускорительной камере (кварцевая лампа, повышенная температура). После 500 часов экспозиции образец не должен менять цвет по шкале серого более чем на 2 пункта и терять более 15% прочности на изгиб.
Механические испытания — обязательны. Статический изгиб, удар по Шарпи при разных температурах. Бывает, что по всем параметрам планка проходит, а при ударе в -20°C лопается. Значит, проблема с распределением наполнителя или с режимом охлаждения. Возвращаемся к настройкам ТПА. Контроль качества — это не отдел, который бракует, это обратная связь для технолога.
Логистика и упаковка: чтобы не испортить на финише
Казалось бы, что сложного — упаковать планки? Если упаковать их в плотный полиэтилен без прокладок и погрузить в контейнер, при перепаде температур внутри соберется конденсат. PA66 гигроскопичен, он впитает влагу. А потом, на объекте, при монтаже в жаркий день, внутри планки могут появиться пузырьки пара (эффект ?кавитации?). Мы упаковываем в гофрокартонные короба с перфорацией, перекладываем планки бумажными разделителями, а в короб кладем пакетики с силикагелем. И обязательно маркируем: ?Хранить в сухом помещении, беречь от прямых солнечных лучей?.
Транспортировка. Длинномеры (от 3 метров) нужно укладывать на специальные коники, чтобы не было прогиба под собственным весом. Иначе приедут с остаточной деформацией. Один раз мы сэкономили на спецтранспорте, отгрузили в обычную фуру — в итоге 30% планок пришлось отбраковать. Теперь только договор с перевозчиком, который понимает специфику пластиковых профилей.
На объекте тоже важно инструктировать монтажников. Нельзя хранить планки под открытым небом, нельзя их гнуть для ?подгонки?. Резать — только пилой с мелким зубом или специальным диском, чтобы не оплавить кромку. Мы даже сделали короткую памятку в картинках для бригад. Мелочь, но она снижает количество претензий по гарантии.
Экономика индивидуального заказа: где искать резервы
Индивидуальное производство — это всегда дороже серийного. Вопрос в том, как оптимизировать затраты, не теряя в качестве. Первый резерв — унификация конструкций. Если удается убедить нескольких заказчиков использовать планки с похожим сечением, можно залить большую партию, а потом просто резать под нужную длину. Экономия на переналадке оборудования — существенная.
Второй резерв — работа с поставщиками сырья. Постоянные объемы позволяют договориться о скидках. Мы, например, часть материалов закупаем у ООО Шаньдун Шичао Высокомолекулярные Материалы. Их профиль — как раз модифицированные пластмассы, они могут оперативно подготовить композицию под наши требования, и при долгосрочном контракте цена становится конкурентной. Их сайт https://www.xjd-shandong.ru — это, по сути, каталог возможностей по сырью, который мы часто используем в диалоге с технологами.
Третий момент — минимизация отходов. Облой, бракованные планки, стартовые выстрелы при наладке — весь этот материал мы не выбрасываем, а дробим и добавляем в первичное сырье в строго контролируемой пропорции (обычно не более 10-15%). Это требует дополнительного оборудования (дробилка, сушилка для дробленки), но окупается за год-два. Главное — не переборщить с вторичкой, иначе механические свойства готового изделия поползут вниз.
В итоге, индивидуальное производство нейлоновых планок из PA66 — это не просто ?сделать по чертежу?. Это цепочка взаимосвязанных решений: от химии материала и физики литья до логистики и монтажа. Ошибка на любом этаже стоит денег и репутации. Но когда видишь, как твоя планка, сделанная с пониманием всех этих нюансов, годами работает на фасаде без нареканий — понимаешь, что все эти сложности того стоили. Это уже не просто изделие, это часть конструкции, от которой зависит многое. И подход к ней должен быть соответствующим.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Тормозные колодки CFD-0006
Тормозные колодки CFD-0006 -
 Стальные радиальные шины 366
Стальные радиальные шины 366 -
 Стальные радиальные шины 369
Стальные радиальные шины 369 -
 Стальные радиальные шины 566
Стальные радиальные шины 566 -
 Тормозные колодки CFD-0003
Тормозные колодки CFD-0003 -
 Тормозные колодки CFD-0010
Тормозные колодки CFD-0010 -
 Тормозные колодки CFD-0004
Тормозные колодки CFD-0004 -
 Тормозные колодки CFD-0001
Тормозные колодки CFD-0001 -
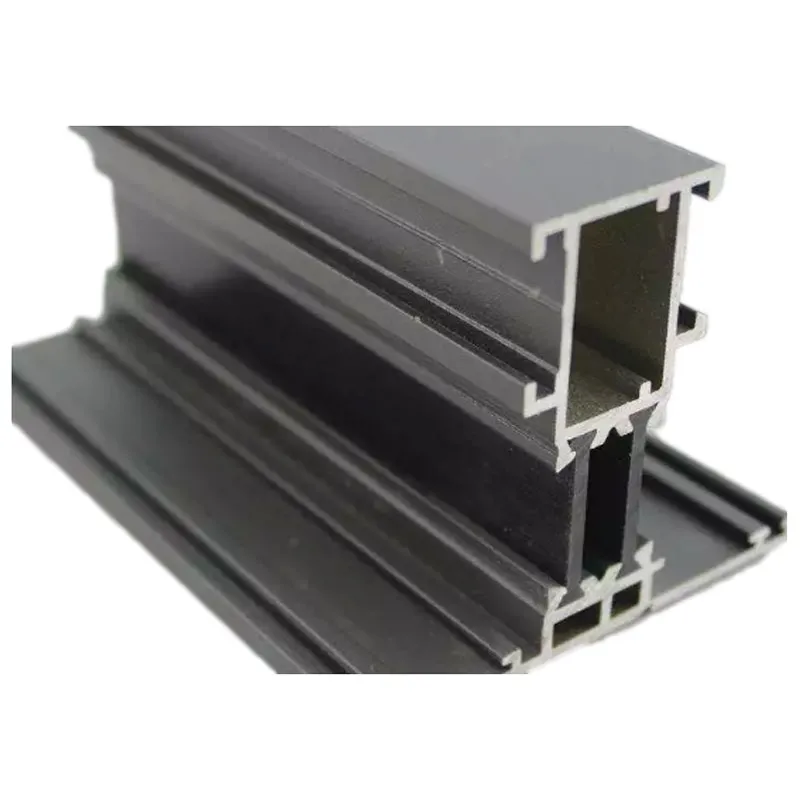 Термоизоляционная планка для алюминиевых профилей с терморазрывом
Термоизоляционная планка для алюминиевых профилей с терморазрывом -
 Тормозные колодки CFD-0011
Тормозные колодки CFD-0011 -
 Тормозные колодки CFD-0002
Тормозные колодки CFD-0002 -
 Стальные радиальные шины 555
Стальные радиальные шины 555
Связанный поиск
Связанный поиск- Оптовая продажа задних тормозных колодок
- Бесплатное получение образцов термоизоляционных профилей
- Термоизоляционный профиль, совместимый с уплотнительными лентами
- Оптовая продажа металлических тормозных колодок
- Энергосберегающая pa66 термоизолирующая вставка
- Летние характеристики шин
- Производство шин
- Сопротивление ветровому давлению термоизоляционных планок из pa66
- Оптовая продажа бескамерных шин
- Примеры проектов с применением термоизоляционных профилей